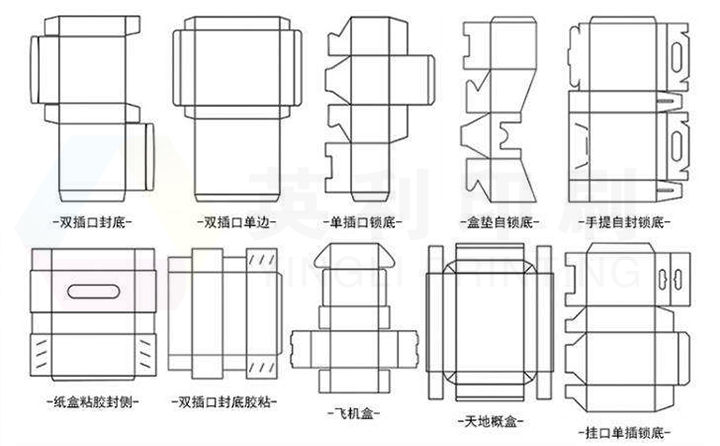
彩盒如何算开纸尺寸这个对于新手算价来说都会遇到的问题。今天英利印刷小编给您整理了一下资料,因为盒型会有差异,仅供参考。
彩盒开纸尺寸:
长度=(成品长+成品宽)X2+出血位+啤位+粘盒位(打钉位)
宽度=成品高+成品宽+成品宽/2+下底插位+上盖扣位+出血位+啤位
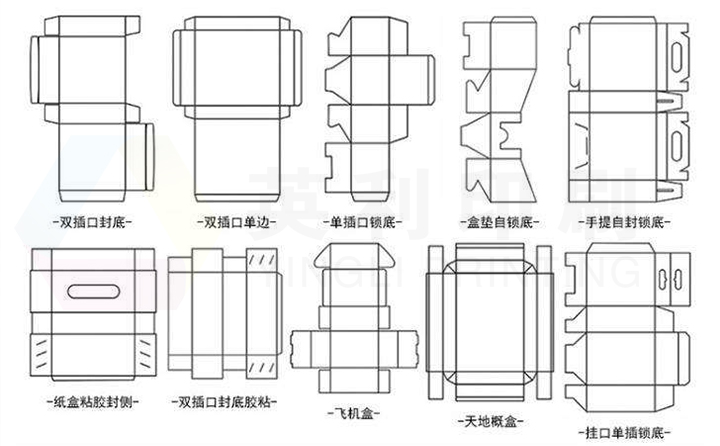
这样就可以算出印刷彩盒展开用纸长度和宽度,然后在尺寸小的一边加上10MM做咬口,如:长度为635MM,宽度为400MM,那么印刷彩盒的用纸尺寸为:635*410MM。

附常规留位尺寸:
1.出血位:2-10MM
2.啤位:3-10MM
3.打钉位(粘位):10-40MM
4.扣位:20-35MM
5.插舌位:20-30MM
6.扣位:25-40MM
7.咬口位:10MM对开机

2020年受疫情影响,口罩需求量暴增,刚开始有口罩就有市场,对包装要求也没有那么高,随着国内疫情的好转,口罩需求也从量到质的需求转变。包装也从原来的塑料袋到包装彩盒而转变。特别是最近一些企业,准备做出口,设计不同语言的版本包装设计,最近收到最多的就是大家不知道出口有哪些要求,口罩包装盒的尺寸,材质等,今天英利印刷厂小编就跟大家来介绍一下常见口罩彩盒标准规格和材质。
")
一次性口罩包装盒:
50只装一次性口罩包装盒常用的尺寸有:185*100*90mm,190*100*80mm,190*100*100mm;
常用的材质有300g/350g白卡,也有用250g/300g灰底白的,表面一般过覆膜或过油处理。
")
KN95口罩包装盒:
10只装KN95口罩包装盒常用的尺寸有:135*55*140mm,110*70*165mm,160*115*110mm
20只装KN95口罩包装盒常用的尺寸有:130*140*90mm,135*120*115mm,140*120*145mm
30只装KN95口罩包装盒常用的尺寸有:180*145*130mm,
50只装KN95口罩包装盒常用的尺寸有:280*145*130mm,145*130*280mm
常用的材质有300g/350g白卡,表面一般过覆膜或过油处理。
")
除了以上常见的口罩彩盒规格和材质,英利印刷厂还可以根据您的需求来定制您的口罩包装彩盒。

彩盒作为目前应用较为广泛的产品包装形式,由原来的单一的文字线条印刷,向彩色高质量复制的销售包装转变。如今彩盒印刷已成为企业越来越关注的生产环节,同时它也成为企业形象的象征。今天英利印刷印刷厂小编就给大家介绍一下彩盒印刷用的什么印刷机。
彩盒印刷,不同的彩盒工艺使用的印刷机也有不同,胶印是目前工艺最为成熟的印刷方式,彩盒印刷中占据了首要地位。印版上的图文部分和空白部分没有高低之分,几乎处在同一平面上,印刷时先向印版着水,然后再向印版供墨,利用油墨相斥的原理实现印刷。其制版工艺简单,成本低,生产效率高,图案精美,质量稳定。
彩盒采用胶版印刷主要有两种方式,一种是直接在纸板上印刷完成,另外一种是先印刷面纸,之后再对面纸进行裱贴。其中,间接印刷方式由于是对单张纸的预印刷,其印刷质量较高,印刷后还可以进行上光、覆膜等表面装饰,能极大的提高彩盒外观效果,在高档产品的销售包装中一直占据主要地位。但裱贴加工效率较低。直接印刷方式主要针对微型瓦楞产品,该方式在国外市场应用较多,已相对成熟,生产时采用改进的胶版印刷机既可。
接下来就给大家介绍一下英利印刷的4台印刷机:

高宝162全开印刷机

罗兰900全开印刷机

海德堡XL105对开印刷机

罗兰700对开印刷机
彩盒怎么拼版省纸,这个对于彩盒厂来说都会用最省纸的方法给客户来进行排版。只需要你提供尺寸和盒型给我们,我们就会根据我们的最优方案给您排版。今天英利印刷厂就来给大家讲讲彩盒拼版会出现的问题。
")
彩盒拼版是依照节省纸张的原则,尽量在合开的前提下,将多个纸盒拼得最为紧凑,拼成适合印刷机印刷的幅面。但纸盒生产牵涉的后道工序较多,不同的拼版方法对后道工序的质量和效率有着不同的影响,合理的拼法可以使后道工序顺利完成,如果拼版不当就会给后道工序带来难以预料的麻烦,造成无法完工,甚至不得不返工。因此要求拼版人员必须熟悉印后工序,最好有专人进行质量把关。
1.对模切工序的影响
模切是糊盒工序的前一道工序,模切质量的好坏将对糊盒质量有着直接的影响。
(1)对模切压力的影响
经模切清废后便得到一个个盒坯,为保证每个盒坯的折痕和切口清晰、光滑,满足成型的要求,模切时的压力调整最为关键,这就要求彩盒印刷拼版时距离最近的两个边线之间的距离不小于3mm,即一般纸盒的最小拼距是3mm。否则,在做刀模时就会很麻烦,同时也会影响模切压力的调整,以至于影响纸盒的模切质量。
")
(2)对模切规矩调整的影响
在满足生产要求的前提下, 拼版工作人员一般会尽量提高版面的拼数,这样不仅可以降低生产成本,还可以提高设备的生产效率。但同时也带来了另一个不可避免的问题,即纸张在印刷过程中的抽胀问题,尤其是垂直纸张丝缕方向的抽胀会更为严重,而与之相对应的模切版尺寸是不会出现这种变化的,如果拼数太大,就会造成印张上一部分盒坯图案发生错位,给操作人员调整模切规矩带来很大难度。
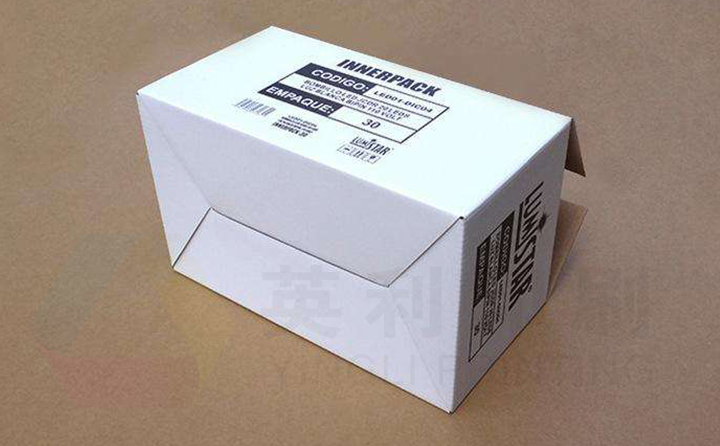
2.对糊盒工序的影响
如果采用自动糊盒机进行纸盒加工,在拼版时一定要特别注意不能盲目为了追求节省纸张而将糊口做得太小,或为了增加纸盒的边压而将糊口做得过大。因为自动糊盒机对纸盒糊口尺寸都有一定的要求,且同一台设备对不同盒型的糊口尺寸要求也有所不同,通常为30~80mm。

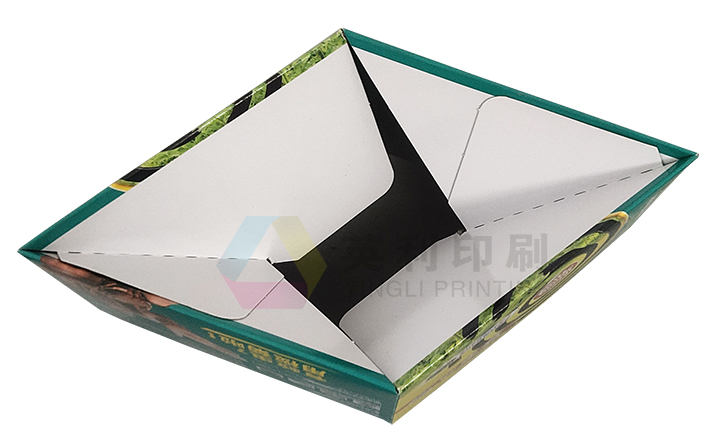
蛋糕彩盒用什么材料?对于第一次做蛋糕彩盒的朋友来说是一个问题,英利印刷厂小编今天就来给您解答一下。

蛋糕彩盒
蛋糕彩盒是使用在吃的上面,肯定是有讲究的。食品包装用原纸不得采用社会回收废纸作为原料,禁止添加荧光增白剂等有害助剂。
用于蛋糕彩盒的印刷油墨也应符合食品卫生要求,油墨颜料不得印刷在接触食品的面,生产蛋糕彩盒用的原纸的企业须经食品卫生监督机构认可。

蛋糕彩盒内部图
蛋糕彩盒的原纸多用白卡纸,白卡纸双面都为白色,外面彩色印刷,内面是白色就可以放蛋糕了。英利印刷可根据您的要求设计蛋糕盒的尺寸,并免费提供打样服务,满意再生产大货。

彩盒“爆线”是指由于模切压痕的压力过大,超越了纸张纤维的接受极限,使纸张纤维断裂或部分断裂;“暗线”是指不应有的压痕线,一般是由于模切版和压痕钢线选择不适宜、模切压力调节不当、纸张质量差、纸张纤维方向与模切版排刀方向不一致、纸张含水量低导致柔韧性下降等原因所引起的。
解决办法:选择适宜的模切版;适当调节模切压力;在模切之前先把待模切的印刷品在车间里放置一段时间;提高车间环境的相对湿度。





 浏览手机网站
浏览手机网站![${enterprise.qrcode1].alt}](/App/Tpl/Home/moban/Public/images/f_kfwx.jpg "${enterprise.qrcode[1].alt}") 微信扫一扫
微信扫一扫